
TL;DR:
- Transfer adhesion describes the permanent bonding of designs or adhesives from a transfer medium to a substrate, crucial in apparel printing and industrial manufacturing. Success depends on proper process control, including temperature, pressure, surface prep, and environment, while failures are often caused by inconsistent procedures or contamination. Maintaining standardized processes and controlling environmental factors ensure reliable, wash-durable adhesion across both applications.
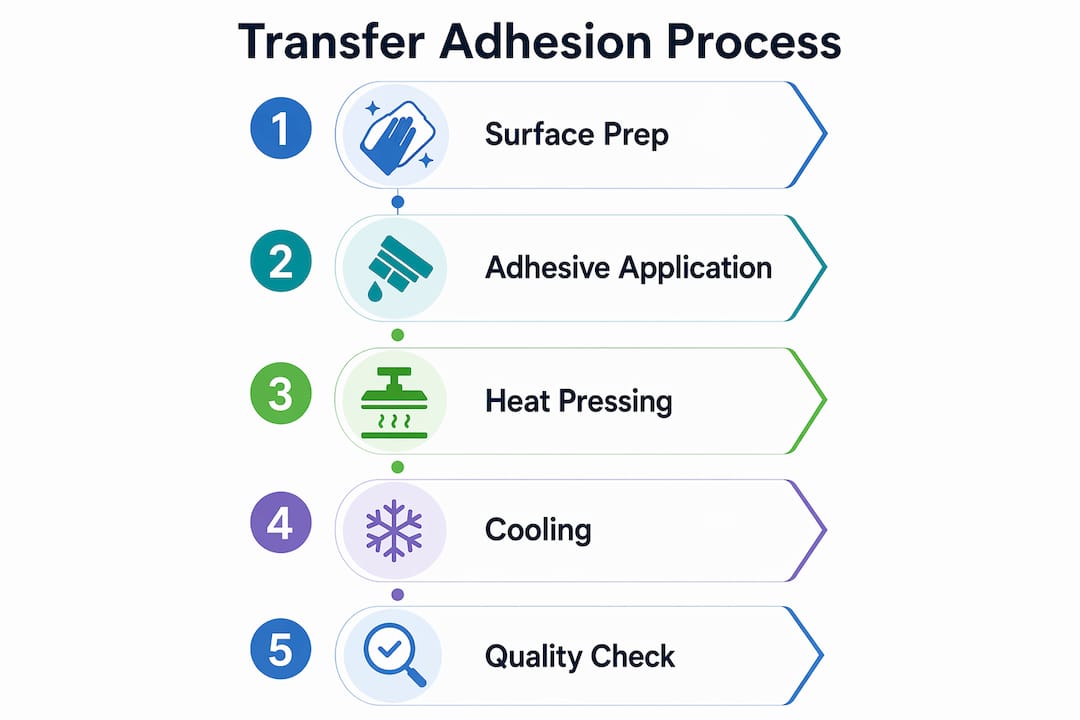
Transfer adhesion is defined as the bond formed when a design, ink layer, or adhesive transfers from one surface and permanently attaches to a target substrate. This process sits at the core of two distinct industries: apparel decoration, where heat-pressed ink must survive repeated washing, and industrial manufacturing, where adhesive transfer tapes replace mechanical fasteners with clean, precise bonding. Confusing these two contexts is one of the most common troubleshooting mistakes in both fields. This guide separates them clearly, explains what drives adhesion success or failure, and gives you practical steps to get reliable results every time.
What is transfer adhesion in printing and apparel?
Transfer adhesion in apparel refers to the bond between transferred ink and the garment substrate after heat pressing, measured by peel resistance and wash durability. The stronger and more uniform that bond, the longer a printed design holds its color and edges through laundering cycles. Weak adhesion shows up as peeling, cracking, or fading, often after just a few washes.
In plastisol screen printing workflows, adhesion powder plays a direct role in improving that bond. The powder is applied over the final wet ink layer, then the transfer is gelled at 212 to 284°F to melt the powder into the ink. During the actual press step, temperatures of 302 to 338°F for 10 to 15 seconds re-activate the powder and drive the ink into the fabric fibers. That re-activation step is what separates a durable print from one that fails at the laundry.
Direct-to-Film (DTF) printing uses a similar principle but replaces plastisol with water-based pigment inks and a hot-melt adhesive powder layer. The powder fuses to the ink film during curing, and the entire film then bonds to the garment under heat and pressure. Transferkingz specializes in this DTF process, using premium inks and films calibrated for consistent adhesion across cotton, polyester, and blended fabrics.
- Adhesion quality depends on ink chemistry, powder type, press temperature, press time, and peel method.
- Hot peel and cold peel transfers require different adhesion powder formulations.
- Fabric texture affects contact area. Smoother fabrics typically produce more uniform adhesion than heavily textured ones.
- Wash durability testing, typically 20 to 50 wash cycles, is the industry standard for evaluating apparel transfer adhesion.
Pro Tip: Pre-press your garment for 3 to 5 seconds before applying any transfer. This removes moisture and wrinkles, giving the adhesive layer full contact with the fabric surface from the first second of pressing.
How does adhesive transfer tape work and where is it used?
Adhesive transfer tape is a fundamentally different product from apparel transfer films, though the word “transfer” applies to both. Transfer tape consists of a thin adhesive layer coated on a release liner. When you apply it to a surface and remove the liner, the adhesive stays behind, bonded to the new substrate. There is no carrier film. The adhesive itself is the product.

This carrier-free design is what sets transfer tape apart from double-coated tape. Transfer tape transfers only the adhesive layer without a carrier, producing a thinner, more flexible bond line. That matters in precision manufacturing where stack height, weight, or flexibility cannot be compromised. It adheres faster and more cleanly than double-coated alternatives, though correct application technique is critical to avoid edge lifting or adhesive failure.
Common applications include electronics assembly, automotive trim bonding, medical device manufacturing, and retail display construction. In each case, the goal is the same: deposit a precisely controlled adhesive layer exactly where it is needed, without mechanical fasteners or liquid adhesives that require cure time.
| Feature | Transfer tape | Double-coated tape |
|---|---|---|
| Carrier film | None | Yes |
| Bond line thickness | Very thin | Thicker |
| Flexibility | High | Moderate |
| Application precision | High | Moderate |
| Typical use case | Electronics, medical, precision bonding | General assembly, foam bonding |
- Transfer tapes are available in acrylic, rubber, and silicone adhesive chemistries, each suited to different surface types and temperature ranges.
- Acrylic transfer tapes offer the best long-term durability and UV resistance.
- Rubber-based transfer tapes provide higher initial tack, useful for fast production lines.
- Silicone transfer tapes handle extreme temperatures, making them standard in aerospace and automotive applications.
What causes transfer adhesion to succeed or fail?
Adhesion strength is not random. Reliable bonding requires intimate contact, which means the adhesive must wet out the surface irregularities of the substrate and form molecular-level contact across the entire interface. Any contamination, moisture, or surface roughness that prevents that contact reduces bond strength proportionally.
The four primary failure drivers in apparel transfer adhesion are:
- Incorrect temperature. Pressing below the activation threshold leaves adhesive powder partially fused. The print looks fine immediately after pressing but fails within the first few wash cycles.
- Insufficient pressure. Low platen pressure prevents the ink film from fully contacting the fabric weave. High spots bond; low spots do not. The result is uneven adhesion that peels from the edges inward.
- Humidity during powder application. Humidity causes adhesion powder to clump, which creates uneven distribution and adhesive residue outside the design boundary. Edge definition suffers, and bond strength becomes inconsistent.
- Wrong peel timing. Peeling hot when a cold-peel transfer is specified, or vice versa, tears the bond before it has fully set. Always confirm peel type before pressing.
For adhesive transfer tapes, the failure causes shift toward surface chemistry. Oily, dusty, or low-energy surfaces like polypropylene and polyethylene resist adhesion because the adhesive cannot wet them properly. Isopropyl alcohol surface cleaning before tape application removes contamination and raises effective surface energy, improving bond reliability significantly.
Pro Tip: If you are troubleshooting adhesion failures in a plastisol workflow, check your shop humidity first. Readings above 60% relative humidity during powder application are enough to degrade adhesion powder performance noticeably, even when every other process variable is correct.
Advanced transfer printing in electronics manufacturing adds another failure mode: adhesion state switching. Thermal or laser-driven adhesion switching requires temperatures from 100°C to over 300°C to release components from a stamp and bond them to a substrate. At those temperatures, delicate substrates can deform or delaminate if process parameters are not tightly controlled.
How to optimize transfer adhesion in apparel and printing processes
Optimization starts with process documentation. Every variable that affects adhesion, including press temperature, dwell time, pressure setting, powder application method, and peel timing, should be recorded and held constant across production runs. Variation is the enemy of consistent adhesion. Follow the DTF transfer application checklist as a baseline framework for building your own documented process.
- Calibrate your heat press regularly. Platen temperature can drift by 15 to 25°F from the display reading. Use an infrared thermometer or temperature strips to verify actual surface temperature at least once per week.
- Apply adhesion powder evenly and immediately. Powder applied to partially dried ink does not bond uniformly. Apply it while the ink is still wet, shake off excess, and move directly to the gelling step.
- Match powder type to transfer type. Fine-grain powders suit detailed designs with tight edges. Coarser powders work better on large fill areas where edge definition is less critical.
- Control your environment. Keep shop humidity below 50% during powder handling and storage. Store unused powder in sealed containers with desiccant packs.
- Test before full production runs. Press a sample transfer, wash it three times, and inspect adhesion before committing to a full order. This single step catches most process errors before they become costly.
For adhesive transfer tape applications, surface preparation is the highest-leverage optimization. Clean surfaces with isopropyl alcohol, allow full solvent evaporation before applying tape, and apply firm, even pressure across the entire bond area using a roller or squeegee. The DTF troubleshooting guide from Transferkingz covers analogous process control principles that apply broadly to any transfer adhesion workflow.
How does transfer adhesion differ across printing technologies?
Traditional apparel transfer adhesion and advanced electronics transfer printing share the same physics but operate at opposite ends of the precision spectrum. In apparel, adhesion is managed through bulk process parameters: temperature ranges, dwell times, and powder weights. In printed electronics and micro-device manufacturing, adhesion control depends on switching between precisely engineered strong and weak adhesion states at the stamp-substrate interface.
| Technology | Adhesion control method | Temperature range | Primary risk |
|---|---|---|---|
| Apparel DTF/plastisol | Heat press, adhesion powder | 302 to 338°F | Wash delamination |
| Adhesive transfer tape | Pressure and surface prep | Ambient | Edge lifting, adhesive failure |
| Printed electronics | Stamp design, separation speed | 212 to 572°F | Substrate thermal damage |
| Laser-driven transfer | Laser pulse, adhesion switching | Localized high heat | Delamination, material damage |
The key insight across all four technologies is that adhesion is an engineered outcome, not a passive result. Every method requires deliberate control of the interface between the transfer medium and the target substrate. The variables change, but the principle does not.
Key takeaways
Transfer adhesion is an engineered bond that requires matching ink chemistry, surface preparation, heat parameters, and adhesion powder to the specific substrate and transfer method being used.
| Point | Details |
|---|---|
| Two distinct meanings | Transfer adhesion describes both apparel ink bonding and adhesive tape transfer. Confusing them leads to wrong troubleshooting. |
| Adhesion powder is process-critical | Plastisol and DTF workflows require correct powder application, gelling, and pressing to achieve wash-durable bonds. |
| Surface prep drives tape adhesion | Cleaning with isopropyl alcohol and applying firm pressure are the highest-impact steps for adhesive transfer tape success. |
| Humidity is a silent failure cause | Relative humidity above 60% during powder handling degrades adhesion quality even when all other variables are correct. |
| Advanced methods use adhesion switching | Electronics transfer printing controls adhesion by switching between strong and weak states, requiring precise thermal management. |
Why most adhesion problems are actually process problems
I have seen operators replace adhesion powders, switch ink suppliers, and buy new heat presses trying to fix wash durability issues, when the real problem was a shop running at 65% relative humidity with no temperature verification on the platen. The fix cost nothing. The diagnosis took ten minutes.
The uncomfortable truth about transfer adhesion is that the chemistry is rarely the problem. Reputable DTF powders and plastisol adhesives from established suppliers are well-engineered products. They fail when the process around them is inconsistent, not because the product itself is defective. Operators who document their process, verify their equipment, and control their environment almost never have chronic adhesion failures.
The other thing most operators overlook is the distinction between the two meanings of transfer adhesion. I have watched apparel decorators apply tape-based troubleshooting logic to ink adhesion failures and vice versa. The terminology confusion is real, and it sends people down the wrong diagnostic path every time. Get the definition right first. Then troubleshoot.
What actually separates consistent producers from inconsistent ones is not equipment quality. It is process discipline. The shops that run the same temperature, the same dwell time, and the same powder application method on every press cycle are the ones with zero adhesion callbacks.
— Anthony
Get consistent adhesion with Transferkingz DTF transfers
Transferkingz produces custom DTF transfers with adhesion quality built into every order. Premium hot-melt adhesive powders, calibrated curing temperatures, and strict quality control at every production stage mean you receive transfers that bond correctly the first time and hold through repeated washing. Whether you run a small apparel decoration shop or a high-volume production facility in Texas, Transferkingz offers no-minimum orders, fast turnaround, and transfers engineered for durable adhesion on cotton, polyester, and blended fabrics. Place your order or get a consultation at transferkingz.com.
FAQ
What is transfer adhesion in simple terms?
Transfer adhesion is the bond formed when a design or adhesive layer moves from one surface and permanently attaches to a target material. In apparel printing, it describes how well a heat-pressed design sticks to fabric and survives washing.
What causes transfer adhesion to fail after washing?
The most common causes are incorrect press temperature, insufficient dwell time, and improper adhesion powder activation. Poor powder fusion during pressing creates bonds that look intact but delaminate after laundering.
How is transfer adhesion measured or tested?
Transfer adhesion is evaluated through peel resistance testing and wash durability cycles, typically 20 to 50 washes. A print that maintains edge integrity and color density after 20 wash cycles is considered to have acceptable adhesion for commercial apparel use.
What is the difference between transfer adhesion and bond strength?
Bond strength is the measurable force required to separate two bonded surfaces. Transfer adhesion is the process and quality of the bond formed during a transfer operation. Bond strength is the quantitative outcome; transfer adhesion describes how that outcome was achieved.
Does humidity affect transfer adhesion?
Yes. High humidity during adhesion powder application causes clumping and uneven distribution, which directly reduces bond consistency and edge definition. Keeping relative humidity below 50% during powder handling protects adhesion quality.
Recommended
- Maximize custom apparel success with transfer application guides – Transfer Kingz
- What Is Durable Transfer? Guide to Lasting DTF Prints – Transfer Kingz
- What Is Transfer Durability? Your Guide to Lasting Prints – Transfer Kingz
- Defining Custom Transfers: Transforming Apparel Printing – Transfer Kingz
0 comments